Cold Storage Manufacturing: A Complete Guide for Businesses
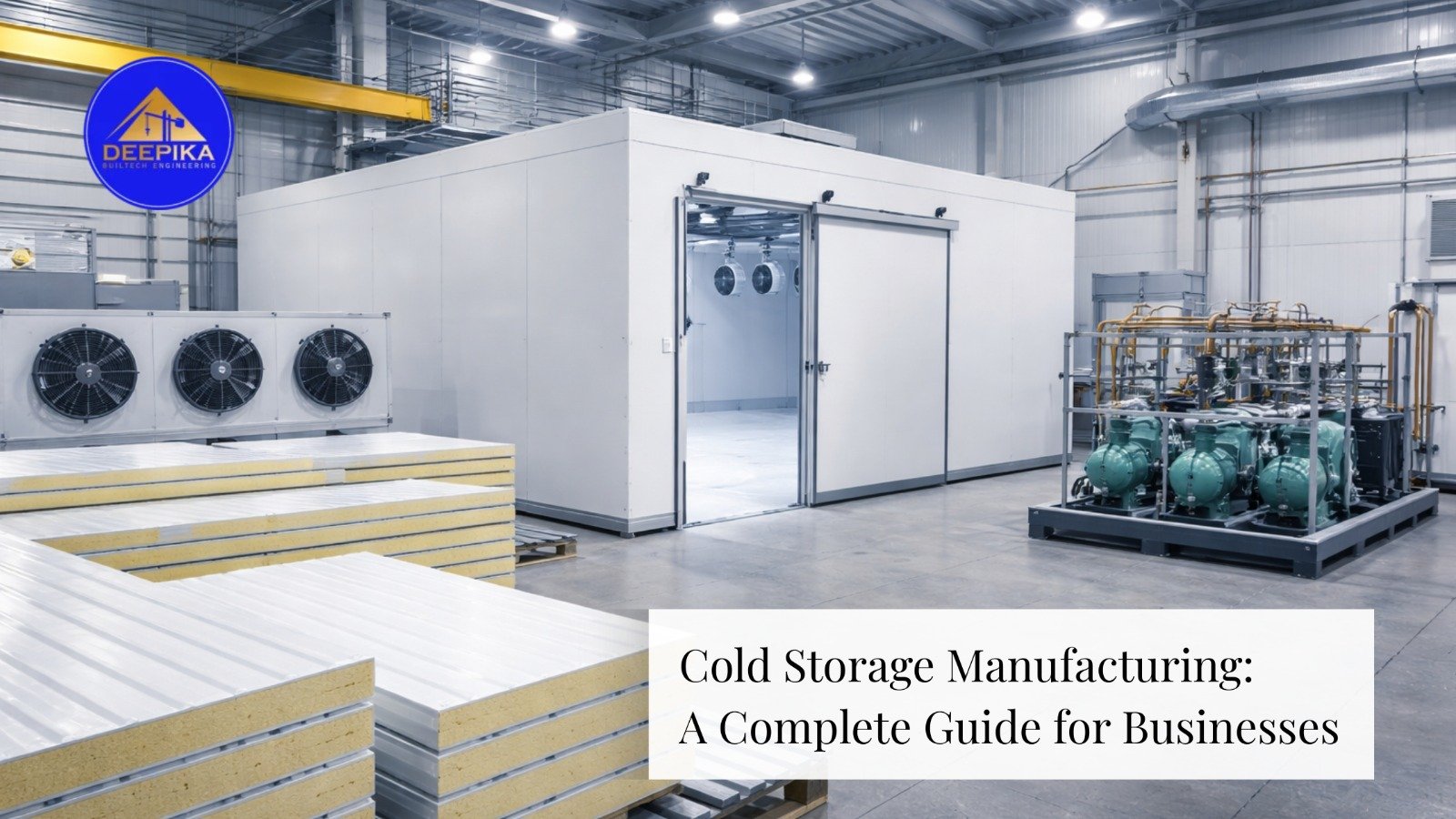
Table of Contents
In today’s rapidly changing supply chain environment, temperature-controlled storage solutions have emerged as a fundamental infrastructure need. Whether it is food processing facilities, pharmaceutical firms, agricultural exporters, or logistics companies, businesses today are highly dependent on effective cold storage solutions to maintain product quality and meet regulatory requirements. It is here that Cold Storage Manufacturing becomes an important part of the entire process.
This comprehensive resource will help you understand what cold storage manufacturing entails, its components, applications, advantages, and how to select the right manufacturing partner.
What is Cold Storage Manufacturing?
Cold Storage Manufacturing is the process of designing, developing, and implementing cold storage units for the sole purpose of preserving perishable items. The units are designed to maintain a specific temperature and humidity level that prevents the items from deteriorating.
Cold storage manufacturing has developed to include structural engineering, refrigeration, insulation, and automation. This ensures that the units are energy-efficient and functional. Organizations such as Deepika BuildTech are known to provide scalable cold storage solutions.
Why Cold Storage Manufacturing Is the Need of the Hour for Businesses
Cold storage is no longer a luxury but a necessity for businesses dealing in temperature-sensitive sectors. A cold storage unit manufactured by experts will help businesses in the following ways:
- Maintain product quality
- Reduce post-harvest and inventory losses
- Comply with food safety and pharmaceutical standards
- Store and distribute goods on a large scale
- Improve supply chain management
With the increasing demand for frozen foods, vaccines, dairy products, and fresh produce, cold storage manufacturing has become a catalyst for sustainable growth.
Critical Factors of Cold Storage Manufacturing
- Structural Design & Construction
The first requirement for any cold storage unit is its structural design. Pre-engineered buildings (PEB), concrete structures, and floor-bearing structures are employed to handle the heavy storage and equipment loads.
- Insulation Systems
High-quality insulation panels made of PUF (Polyurethane Foam) panels are employed to reduce temperature loss and energy consumption. Proper insulation is necessary for long-term cost-effectiveness.
- Refrigeration Systems
Advanced refrigeration systems are designed to provide precise temperature control according to the type of products. These systems are designed to run continuously with minimal shutdowns.
- Temperature & Humidity Control
Cold storage manufacturing requires complex environmental control systems to ensure product safety, particularly for pharmaceutical and food products.
- Automation & Monitoring
Modern cold storage systems incorporate real-time monitoring, notification systems, and automation systems that improve operational control and minimize human errors.
Applications of Cold Storage Manufacturing
Cold storage manufacturing has numerous applications in different industries, such as:
Food & Beverage Industry – fruits, vegetables, meat, fish, dairy products, and frozen foods
Pharmaceutical Industry – vaccines, medicines, and clinical samples
Agriculture & Horticulture Industry – seed storage and crop conservation
Logistics & Warehousing Industry – cold storage distribution centers
Retail & Export Operations – maintaining product freshness during transportation
Each industry requires a customized cold storage solution, and thus, expert cold storage manufacturing is the requirement of the day.
Benefits of Expert Cold Storage Manufacturing
Enhanced Product Safety
Temperature control prevents the product from getting damaged or contaminated.
Energy Savings
Expert cold storage manufacturing with emphasis on energy savings results in lower energy consumption and lower operational expenses.
Scalability
Cold storage manufacturing can be expanded as per business requirements.
Adherence to Industry Standards
Cold storage manufacturing is carried out in a manner that it meets industry standards such as FSSAI, GMP, and pharmaceutical standards.
Long-Term Performance
Cold storage manufacturing with the use of high-quality materials and latest technology ensures long-term performance and reliability.
Choosing the Right Cold Storage Manufacturing Partner
It is essential to choose the right manufacturing partner for success in the long run. While assessing a cold storage warehouse company, the following factors should be taken into consideration by businesses:
- Experience in industrial construction
- End-to-end solutions from design to delivery
- Customization according to industry needs
- Usage of quality materials and technology
- Post-sales and maintenance services
Deepika BuildTech is a name to reckon with in the industrial and cold storage construction industry, providing efficient, reliable, and future-ready solutions for various business needs.
The Future of Cold Storage Manufacturing
The increasing demand for frozen food exports, pharmaceutical cold chains, and smart warehousing is leading to a rapid evolution in cold storage manufacturing. The future trends in this sector are:
- Energy-efficient refrigeration systems
- Solar-powered cold storage units
- Smart monitoring through IoT technology
- Sustainable and eco-friendly construction materials
Companies that adopt advanced cold storage manufacturing solutions today will have a major edge over their competitors in the future.
Conclusion
At DeepikaBildTech, Cold Storage Manufacturing is an essential investment for companies that handle perishable and temperature-sensitive materials. A properly designed cold storage facility not only preserves the quality of the material but also improves the efficiency of the supply chain.
With the help of an experienced construction and manufacturing expert such as Deepika BuildTech, companies can rest assured that their cold storage manufacturing needs are met.
FAQs
1. What industries require cold storage manufacturing?
Industries such as food processing, pharmaceuticals, agriculture, logistics, retail, and exports rely heavily on cold storage manufacturing.
2. What temperature ranges are supported in cold storage facilities?
Cold storage manufacturing supports multiple ranges, including chilled (0°C to 5°C), frozen (-18°C), and deep freezing (-40°C), depending on product needs.
3. How long does it take to manufacture a cold storage facility?
Project timelines vary based on size and complexity, but most cold storage manufacturing projects are completed within a few months.
4. Why is insulation important in cold storage manufacturing?
High-quality insulation prevents temperature loss, reduces energy consumption, and ensures consistent internal conditions.
5. Can cold storage facilities be customized?
Yes. Professional cold storage manufacturing companies like Deepika BuildTech offer fully customized solutions based on industry, capacity, and temperature requirements.
